数控机床铣床主轴部件是危及机床加工精度的关键部件,其旋转精度危及产品工件的加工精度;其输出功率和旋转速度危及生产加工效率;其自动变速、准停车、换刀等 。因此,规定主轴轴承部件应具有高旋转精度、弯曲刚度、抗震性、耐磨性和低温升高,这与数控车床的工作特点是一致的 。对于结构类型,必须有效解决数控刀片和铸件的夹紧、滚动轴承的配置、轴承间隙的调整和光滑密封等问题 。
主轴轴承应根据数控铣床的规格和型号 , 选择不同的机床主轴轴承的精度 。一般来说,小型数控铣床的主轴部件主要选择高精度轴承,超重数控铣床选择液体静压轴承 , 高精度数控铣床选择气体静压轴承,转速比2万r/min主轴轴承采用磁性滚动轴承或氮化硅陶瓷滚动轴承 。
(1)主轴轴承的润滑 。一般选择推进进气系统 , 以保证主轴轴承具有良好的润湿性,减少摩擦和热量,同时能带来主轴轴承部件的热量 。液压油泵提供的机油超强润湿,在汽车油箱中使用温度控制板来控制液压油的环境温度 。目前,许多数控铣床的主轴轴承都用密封法润湿主轴轴承 。每种植物润滑脂可使用710年,优化结构,降低成本,维护简单,但必须避免润滑脂和植物润滑脂混合,一般采用迷宫密封方法 。为了调整主轴转速的发展趋势 , 发展趋势,开发并设计了一种新的润湿冷却方法 。这种新的润湿冷却方法不仅要降低滚动轴承的需要,还要降低滚动轴承内外环的温差,保证主轴轴承的热膨胀较小 。

文章插图
文章插图
1)油气润滑方法 。这种润滑方法无限接近油雾润滑方法 。不同之处在于 , 油气润滑按时定量分析 , 将焊接烟尘送入滚动轴承间隙,既能实现油雾润滑 , 又不会造成过多的焊接烟尘,污染周围气体;油雾润滑是连续提供焊接烟尘 。
2)注射润滑方法 。这是一种总流量过大的温度控制油(每个滚动轴承34)L/min)注入机床主轴轴承,达到润湿制冷的目的 。必须强调的是,总流量相对较大的油当然不会流回,而是用汽油泵强制排油 。同时选用专用型高精度大空间温控油箱,温度变化控制在±0.5℃ 。
(2)防漏对策 。在液压密封件中,密封材料通常通过渗漏、渗透或传播的方式泄漏到密封连接处 。泄漏的基本原因是液体从突出表面的间隙溢出,或由于密封部件内外密封材料的压差或浓度差 , 液体流向工作压力或低浓度的一侧 。

文章插图
文章插图
龙门加工中心主轴轴承前支架轴轴承前支架的密封结构显示为龙门加工中心主轴轴承前支架的密封结构 。主轴轴承前铣削2组锯齿状油杯,当液压油喷入滚动轴承2时,法兰4腔堵塞,沿主轴轴承6排出少量液压油 。在向心力的作用下,主轴轴承油杯被抛入法兰4的凹槽中,通过泵油斜孔8再次流回油箱,以避免湿物质泄漏 。
当沿主轴轴承6与法兰5之间的缝隙进入外部切削油、切削油和灰尘时 , 可通过法兰5的管沟从排油口7排出 。在主轴轴承6高速运行惯性力的作用下 , 少量切削油、切削油和灰尘进入前锯齿形管沟,仍被抛入法兰5的管沟中,从排油口7排出 , 达到主轴轴承顶部密封的目的 。
在一定的工作压力和环境温度范围内 , 使间隙密封结构具有良好的密封和防泄漏特性,确保法兰4和5与主轴轴承和滚动轴承端口的配合间隙符合以下标准 。
1)法兰4与主轴轴承6的配合间隙应调整为0.10.2mm(单侧) 。如果间隙稍大,泄漏量会根据间隙的33倍方向扩大;如果间隙太小 , 由于生产、加工和装配的偏差 , 很容易接触到主轴轴承部分,使主轴轴承部分升温并产生噪音 。
2)00应调整法兰4内端与滚动轴承端口之间的间隙.150.3mm 。小间隙可以使齿轮油立即堵塞,通过泵油斜孔8流回油箱 。
3)法兰5与机床主轴的配合间隙应调整为0.150.25mm(单侧) 。间隙很大,切削油和物品进入主轴轴承6会明显增加;如果间隙太?。苋菀捉哟サ街髦嶂岢?。法兰5沟尖深度应大于10mm(单侧);进油口7的孔径应超过6mm,并且位于主轴轴承下方管沟内腔附近 。
4)法兰4的管沟深度应超过12mm(单侧),主轴轴承锯齿状尖而深,一般为577mm , 以确保有足够的室内抛油空间 。四个法兰主轴承锯齿向后倾斜 , 五个法兰主轴承锯齿向前倾斜 。
5)法兰4中的管沟与主轴轴承6中的护油杯两端对齐,保证被主轴轴承甩到法兰槽内壁的液压油能可靠地流回油箱 。
6)泵油斜孔8和法兰盘4泄漏进油口9的总流量为进油口1的23倍,以保证齿轮油能顺利流回油箱 。
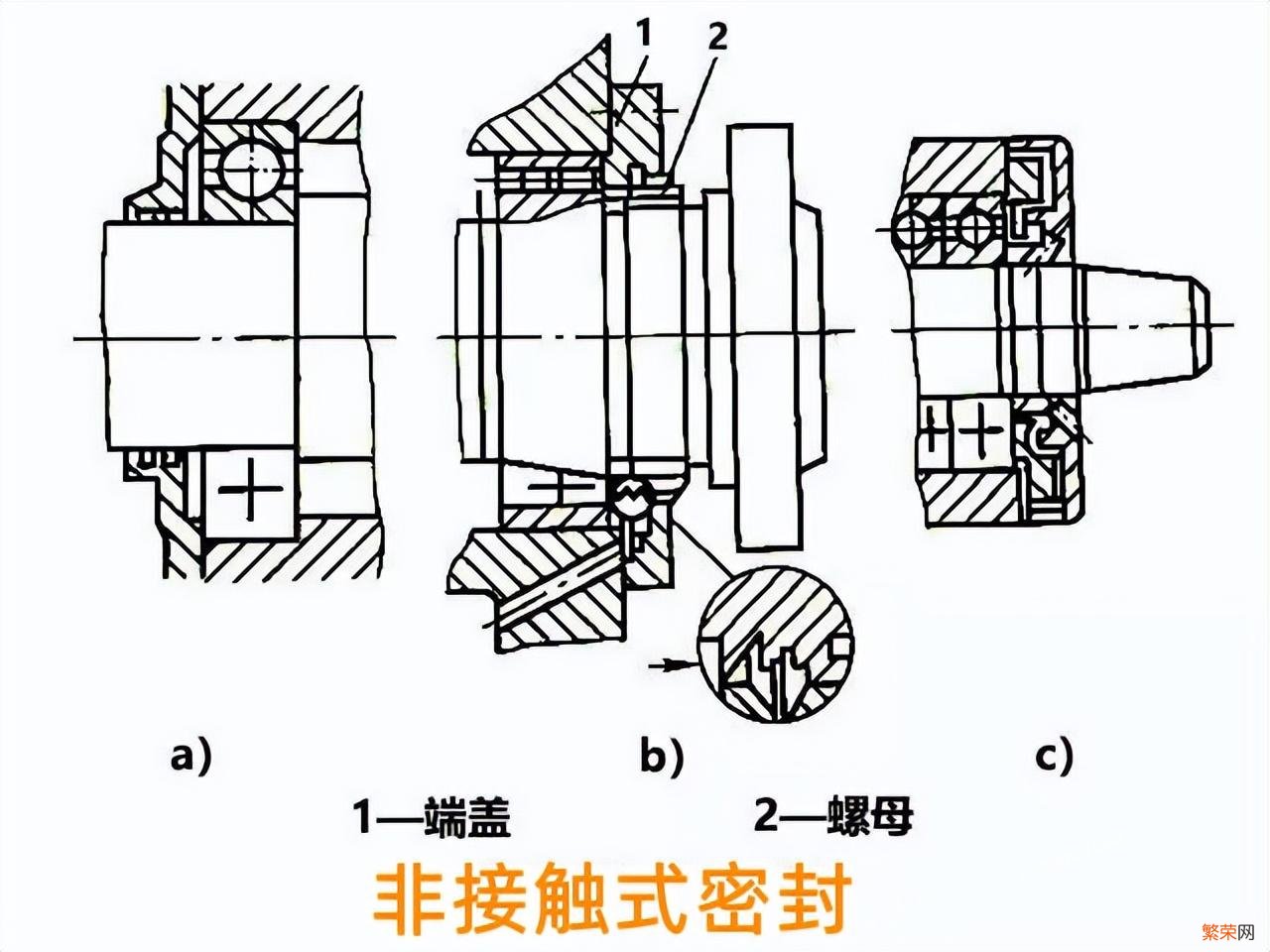
主轴轴承的密封方式可分为触摸密封和非接触密封,非接触密封图是几种非接触密封方式 。a结果表明,轴承盖与轴之间的间隙是密封的 。轴承盖孔开槽是为了提高密封的实际效果 。这种密封用于办公环境相对清洁的植物油润湿场所;图b显示的是在螺母的内孔上切割一个锯齿状的环槽 , 以完成密封 。当油流失时 , 沿主轴轴承旋转的向心力将油沿轴承端盖1的内腔,液压油流回箱内;图c显示的是迷宫式密封结构 , 可以在切割多、灰尘大的办公环境中获得可靠的密封实际效果 。这种结构适用于植物油或液压油的密封 。在密封非接触式液压油时 , 为了防止泄漏,重要的是确保泵油能尽快排出 , 并确保回油口畅通 。
文章插图
文章插图
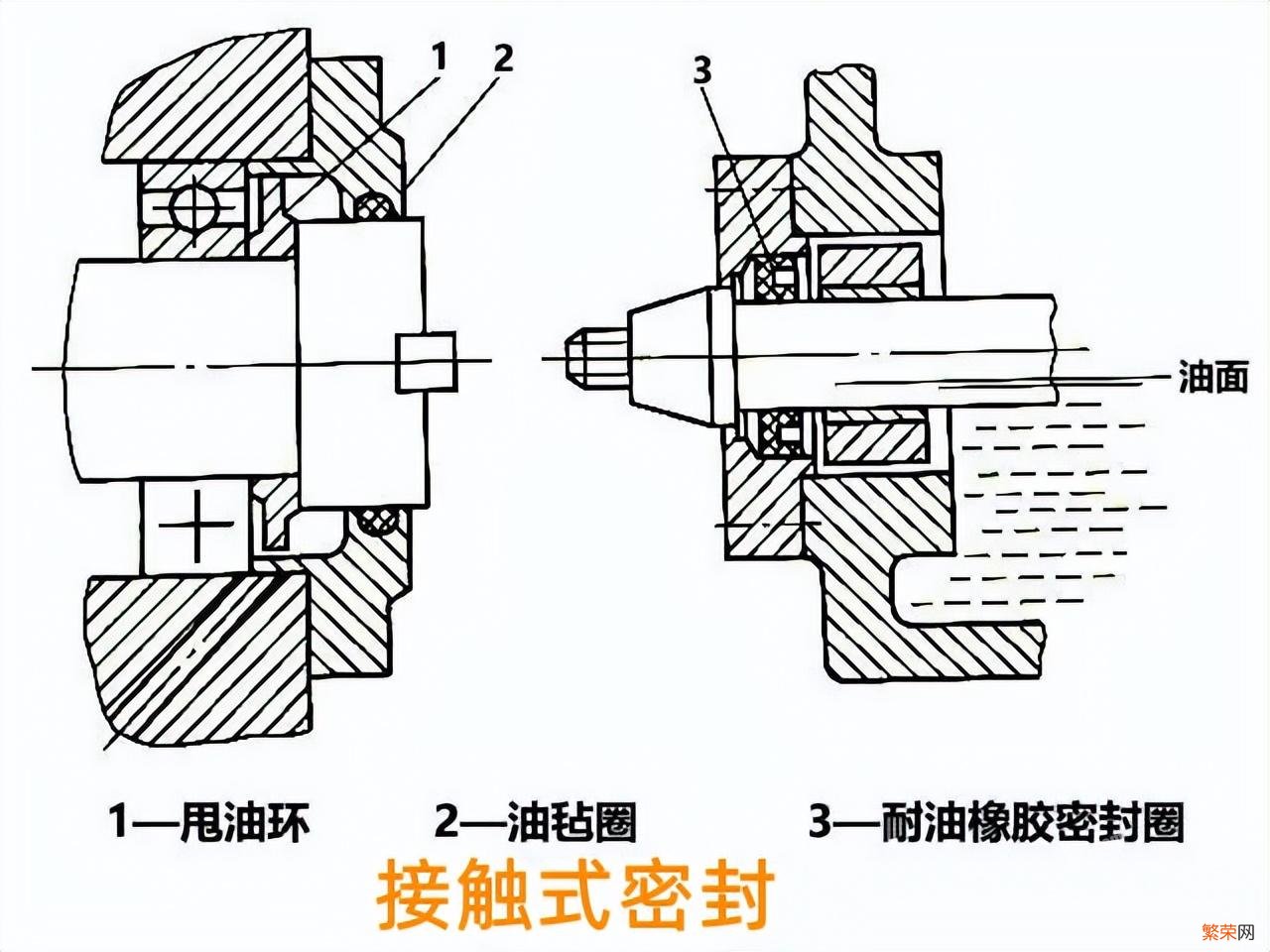
接触密封的关键有丙纶布圈和耐酸碱硅胶密封圈密封两种方法 。
(3)数控刀片夹紧装置的清洗在自动换刀数控车床的数控刀具自动夹紧装置中,镗刀常采用7:24的大光洁度锥柄,既有利于放行 , 又方便松刀 。根据龙门加工中心主轴轴承预制构件,蝴蝶弹簧根据支撑杆和筒夹拉动筒夹末端,使数控刀片锥柄与主轴轴承锥孔配合,夹紧力可达到1万N之上 。松动刀具时,根据液压缸活塞杆促进支撑杆,缩小蝶形弹簧,使筒夹伸出,筒夹与刀柄中的拉钉摆脱 , 可拔出数控刀片进行新旧数控刀片的交换 。新刀装入后 , 液压缸活塞杆后退,新的数控刀片被蝶形弹簧收紧 。当活塞杆促进支撑杆松开筒夹的情况下,空气压缩机通过喷气式飞机头通过活塞杆核心孔和拉杆中的孔吹出,将锥孔清理干净,避免切割和灰尘落入主轴轴承锥孔中,刮伤主轴轴承锥孔表面和刀具切割锥柄,保证数控刀片的适当部位 。因此,主轴承锥孔的清洗至关重要 。
(4)主轴轴承滚柱轴承的扭距 。滚柱轴承扭矩是提前承受滚柱轴承燕尾导轨的一定载荷,不仅可以去除间隙,还可以在滚动体与燕尾导轨之间产生一定的变形,从而扩大接触面积,降低轴承受力时的变形,提高抗变形能力 。因此 , 主轴轴承滚柱轴承的扭距和有效选择扭距可以提高主轴轴承预制构件的转动精度、弯曲刚度和抗震性能 。机床主轴预制构件组装时,滚柱轴承扭矩 。应用一段时间后,间隙或间隙配合发生变化,应重新调整 。因此,规定的扭矩结构有利于调整 。滚柱轴承间隙的调整或扭矩通常是基于滚针轴承内外圈的相对径向移动 。常用的方法有以下几种 。
文章插图
文章插图
1)轴承内圈移动,适用于锥孔双列圆柱滚子轴承 。根据套筒规格,螺母可以促进内孔在锥形电机轴上径向移动 , 使内孔变形膨胀,导致导辊上的间隙协调,从而达到扭矩的目的 。

文章插图
文章插图
图a显示结构简单,但扭矩不易控制,常用于负载机床主轴预制构件 。b右螺帽用于限制内孔的运动量,容易控制扭距 。c多个螺钉分布在主轴轴承凸台上,以调节内孔的运动量 , 方便调节,但用一些螺钉很容易使密封圈倾斜 。d显示的结构将靠近滚柱轴承右端的密封圈制成两个半圆,可以从轴向上取下 。可操作扭矩的尺寸较小,调节精度较高 。调整螺母一般采用细齿螺纹,有利于少量调整,调整后可卡紧 。
文章插图
文章插图
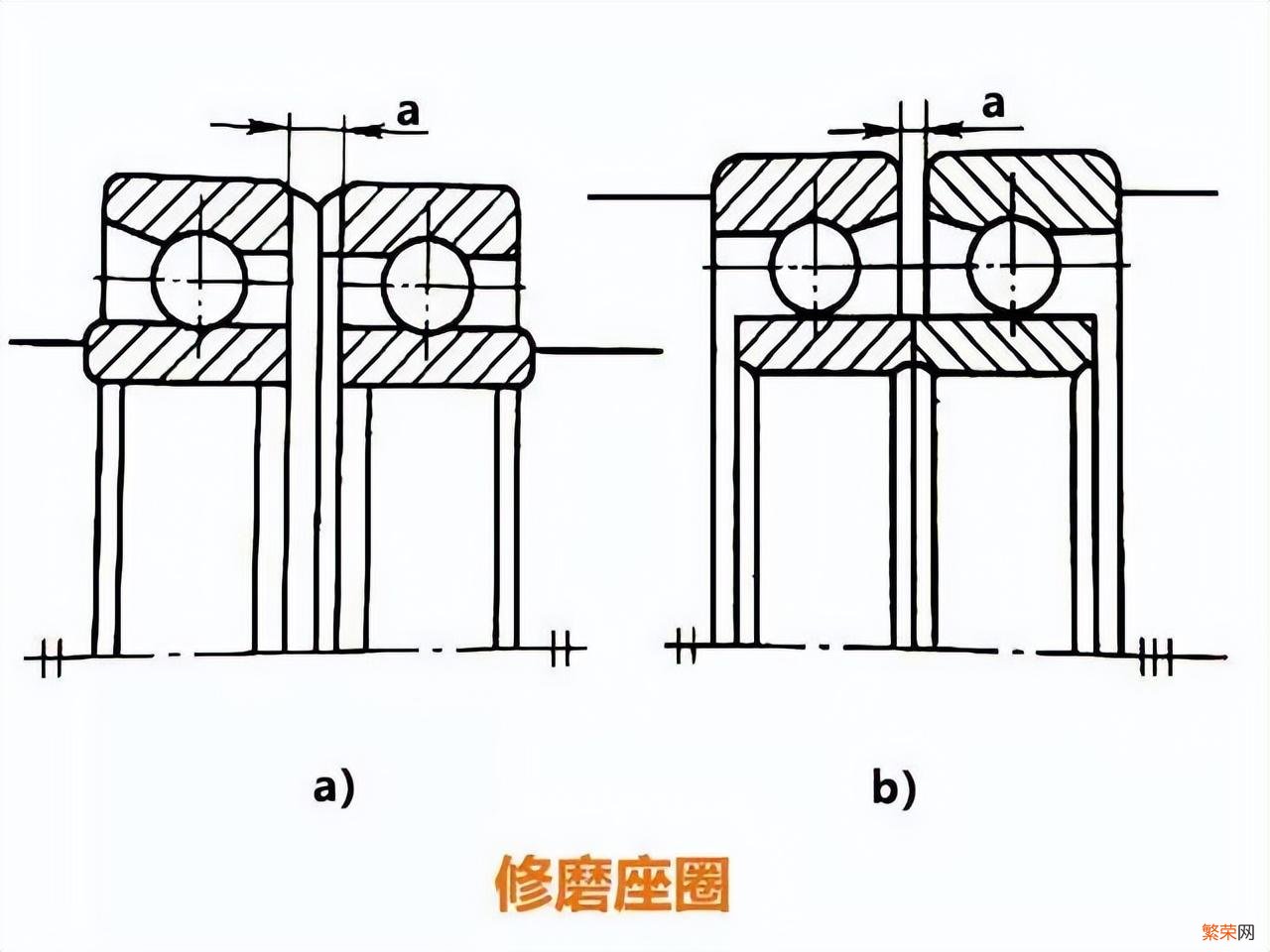
2)刃磨坐圈或隔套如图所示a显示轴承外圈宽边相对性(背对背)组装 , 此时刃磨轴承内圈内侧;图为b显示外部超窄相对性(面对面视频)组装,此时刃磨轴承外圈超窄 。组装时,应根据示意图进行相关组装,并用螺母或法兰盖将两个轴承轴向压拢,使两个刃磨过的端口紧贴,从而在两个滚柱轴承的燕尾导轨中间产生扭距 。另一种方法是将两个不同厚度的板放入两个滚柱轴承中 。
数控机床铣床主轴预制构件是危及机床加工精度的关键部件,其旋转精度危及产品工件的加工精度;输出功率和旋转速率危及生产加工效率;其自动变速、准停、换刀等危及数控车床的自动化程度 。因此,规定主轴轴承预制构件应具有高旋转精度、弯曲刚度、抗震性、耐磨性和低加热性,与数控车床的工作特点一致 。结构类型,必须有效解决数控刀片和铸件、滚柱轴承、轴承间隙调整、光滑密封等问题 。
根据数控铣床的规格、型号的规格、型号和精度进行选择 。一般来说,小型数控铣床的主轴部件主要选择高精度滚筒轴承,超重数控铣床选择液体静压轴承,高精度数控铣床选择气体静压轴承,速度比2万r/min主轴轴承由磁性滚柱轴承或氮化硅原料制成 。
(1)主轴轴承的润滑 。为了保证主轴轴承的良好润滑,减少摩擦热,同时带来主轴轴承部件的热量,一般采用推进式进气系统 。采用液压油泵提供的油超强润滑,汽车油箱采用温度控制板控制液压油的环境温度 。目前,许多数控铣床的主轴轴承采用高端润滑脂封闭润滑方法,每加植物油可使用710年,优化结构,降低成本 , 维护简单,但必须避免润滑脂与植物油混合,一般采用迷宫密封方法 。为了将主轴转速融入更高效的运行趋势 , 开发设计了一种新的润滑冷却方法 。这种新的润滑冷却方法不仅要降低滚柱轴承的加热,还要降低滚柱轴承内外圈的温差,以确保主轴轴承的热膨胀较小 。
1)油气润滑方法 。这种润滑方法无限接近油雾润滑方法 。不同的是,油气润滑按时定量分析地将焊接烟尘送入滚柱轴承间隙,既实现了油雾润滑,又不会使焊接烟尘过多,环境污染周围气体;油雾润滑是持续提供焊接烟尘 。
2)喷涂润滑 。这是一种总流量过大的控温油(每个滚柱轴承34)L/min)喷入机床主轴轴承,达到润化制冷的目的 。必须强调的是,总流量大的油不是自然流回的 , 而是用排气泵强制排油的 。同时,选用专用高精度大空间温控机油箱,温度变化控制在内±0.5℃ 。
(2)防止泄漏的对策 。在液压密封中,密封材料通常通过渗漏、渗透或传播泄漏到密封接头 。泄漏的基本原因是液体从突出表面的间隙中溢出 , 或由于密封预制构件内外密封材料的压差或浓度差,液体流向工作压力或浓度值较低的一侧 。
主轴轴承前支撑的密封结构为龙门加工中心主轴轴承前支撑的密封结构,采用两层小间隙密封装置 。在主轴轴承前铣削两组锯齿状油杯,切割法兰4和5上的管沟和进油口 。当喷入滚柱轴承2英里的液压油排出时,被法兰4的内腔堵塞 , 通过下面的进油口9和套筒规格3英里的泵油斜孔8流回油箱 。当少量液压油沿主轴轴承6排出时,主轴轴承油杯在向心力的作用下被扔进法兰4的管沟 。
当外部切削油、切削和灰尘沿主轴轴承6与法兰5之间的间隙进入时,可通过法兰5的管沟从进油口7排出 。少量切削油、切削和灰尘进入前锯齿状管沟 , 在主轴轴承6高速运行的惯性力作用下仍被扔进法兰5的管沟,从进油口7排出,达到主轴轴承顶部密封的目的 。
使间隙密封结构在一定的工作压力和环境温度范围内具有良好的密封和防泄漏特性,确保法兰4和5与主轴轴承和滚柱轴承端口的配合间隙符合以下标准 。
1)法兰盘4与主轴轴承6之间的配合间隙应调整为0.10.2mm(单侧) 。如果间隙稍大,泄漏量将根据间隙的33次扩大;如果间隙太小 , 由于生产、加工和组装的偏差,很容易与主轴轴承部分接触,使主轴轴承部分加热,产生噪音 。
并且该轴在工作过程中承受一定的扭距力和冲击力,在使用过程中由于金属材质的轴承不具备退让性因此极容易造成应力集中致使金属疲劳磨损出现间隙 。一旦出现间隙将会使轴面与轴承内圈之间加剧磨损 。磨损严重后 , 轴承跑内圈,导致内圈定位松弛 。最终导致内圈断裂 , 导致设备无法启动 。
2)法兰盘4内端与滚柱轴承端口之间的间隙应调整为0.150.3mm 。小间隙会立即堵塞齿轮油,沿法兰盘4内端口下的进油口9通过泵油斜孔8流回油箱 。
3)法兰盘5与机床主轴的配合间隙应调整为0.150.25mm(单侧) 。间隙很大,进入主轴轴承6里的切削油和物品会明显增加;如果间隙太小,很容易与主轴轴承接触 。法兰5沟尖深度应超过10mm(单侧);进油口7的孔径应超过6mm,并位于主轴轴承下方 , 靠近管沟内腔 。
4)法兰盘4的管沟深度应超过12mm(单侧),主轴轴承中的锯齿状尖而深,一般为57mm,为了保证有足够的抛油室内空间 。法兰4处主轴轴承向后倾斜,法兰5处主轴轴承向前倾斜 。
5)法兰4里的管沟与主轴轴承6里的护油杯两端对齐 , 确保主轴轴承扔到法兰槽内壁的液压油可靠地流回油箱 。
6)套筒规格前的泵油斜孔8和法兰4排入口9的总流量是进入口1的23倍,以确保齿轮油顺利流回油箱 。
主轴轴承的密封方式可分为触摸密封和非接触密封,非接触密封是几种非接触密封方式 。a显示轴承盖与轴之间的间隙密封 。轴承盖孔内开槽是为了提高密封的实际效果 。这种密封用于干净的植物油润滑处理;图b显示在螺母内孔上切割锯齿状环槽 , 完成密封 。当油向流失时,油沿主轴轴承旋转的向心力沿斜坡扔入轴承端盖1的内腔,液压油流回箱内;图c显示为迷宫密封结构,在切割较多、粉尘较大的办公环境中可获得可靠的密封实际效果 。这种结构适用于植物油或液压油润滑的密封 。非接触式液压油密封时,为了防止泄漏,保证泵油能尽快排出,保证回油口非常重要 。
接触密封的关键是丙纶布圈和耐酸碱硅胶密封圈 。
【数控铣床主轴部件维修和调试 铣床主轴卡死不动了怎么修】(3)数控刀片夹紧装置的清洗在自动换刀数控车床的数控刀具自动夹紧装置中 , 镗刀常采用7:24的大光洁锥柄,既有利于放行,又方便松刀 。根据龙门加工中心主轴轴承预制构件,蝴蝶弹簧根据支撑杆和筒夹拉动筒夹末端 , 使数控刀片锥柄与主轴轴承锥孔配合,夹紧力可达到1万N之上 。松动刀具时,根据液压缸活塞杆促进支撑杆,缩小蝶形弹簧,使筒夹伸出,筒夹与刀柄中的拉钉摆脱,可拔出数控刀片进行新旧数控刀片的交换 。新刀装入后 , 液压缸活塞杆后退,新的数控刀片被蝶形弹簧收紧 。当活塞杆促进支撑杆松开筒夹的情况下 , 空气压缩机通过喷气式飞机头通过活塞杆核心孔和拉杆中的孔吹出,将锥孔清理干净,避免切割和灰尘落入主轴轴承锥孔中,刮伤主轴轴承锥孔表面和刀具切割锥柄,保证数控刀片的适当部位 。因此,主轴承锥孔的清洗至关重要 。
(4)主轴轴承滚柱轴承的扭距 。滚柱轴承扭距是提前承受滚柱轴承燕尾导轨的一定载荷,不仅可以去除间隙,还可以在滚动体与燕尾导轨之间产生一定的变形 , 从而扩大接触面积,降低轴承受力时的变形,提高抗变形能力 。因此,主轴轴承滚柱轴承的扭距和有效选择扭距可以提高主轴轴承预制构件的转动精度、弯曲刚度和抗震性能 。车床主轴预制构件组装时,滚柱轴承扭距 。应用一段时间后,间隙或间隙配合发生变化,应重新调整 。因此,规定的扭距结构有利于调整 。滚柱轴承间隙的调整或扭距通常是基于滚针轴承内外圈的相对径向移动 。常用的方法有以下几种 。
1)轴承内圈移动 , 适用于锥孔双列圆柱滚子轴承 。根据套筒规格,螺母可以促进内孔在锥形电机轴上径向移动,使内孔变形膨胀,导致导辊上的间隙协调,从而达到扭距的目的 。
图a显示结构简单,但扭距不易控制,常用于负载车床主轴预制构件 。b右螺帽用于限制内孔的运动量,容易控制扭距 。c多个螺钉分布在主轴轴承凸台上,以调节内孔的运动量,方便调节,但用一些螺钉很容易使密封圈倾斜 。d显示的结构将靠近滚柱轴承右端的密封圈制成两个半圆,可以从轴向上取下 。可操作扭距的尺小较?。?调节精度较高 。调整螺母一般采用细牙螺纹,有利于少量调整,调整后可卡紧 。
文章插图
文章插图
2)刃磨坐圈或隔套如图所示a显示轴承外圈宽边相对性(背对背)组装 , 此时刃磨轴承内圈内侧;图为b显示外部超窄相对性(面对面视频)组装,此时刃磨轴承外圈超窄 。组装时 , 应根据示意图进行组装,并用螺母或法兰盖将两个轴承轴向压拢,使两个刃磨过的端口紧贴,从而在两个滚柱轴承的燕尾导轨中间产生扭距 。另一种方法是将两个不同厚度的隔板放入两个滚柱轴承中 。
- 男生学什么技术好 哪些技术有前途
- 数控技术工资一般多少 发展前景怎么样
- 数控g74钻孔程序 数控g74钻孔程序IK是什么意思
- 数控车床G代码 数控车床G代码功能一览表
- 数控车床980型号代码 数控车床980系统
- 数控主修课程怎么填写简历 数控主修课程怎么填写
- 数控车床参数开关怎么开的 数控车床参数开关怎么开
- 数控车如何车锥度编程 数控车锥形怎么编程
- 数控车床的安全操作规程有哪些 数控车床操作安全规定有哪些?
- 数控铣床又叫什么 数控铣床属于什么数控机床