铝合金开槽侧削,NAKANISHI高速主轴
A6061铝合金铣削加工 , 需要进行开槽、及侧面切削加工 ,, 根据工件的材质硬度 , 及切削量的大小 , 选择大功率、大扭矩NAKANISHI高速主轴BMS-4040来进行加工 , 扭矩足够 , 可以达到加工效果 。下面松本机电介绍一下NAKANISHI高速主轴BMS-4040应用于铝合金开槽、侧面切削加工案例 。
【铝合金开槽侧削,NAKANISHI高速主轴】
文章图片
文章图片
NAKANISHI高速主轴BMS-4040应用于铝合金开槽、侧面切削加工内容:
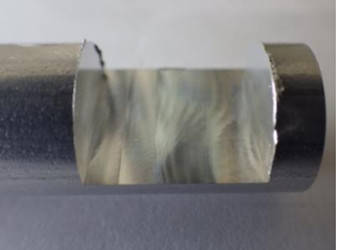
加工对象:铝合金(A6061)φ12
加工方式:宽度12.9mm深度6.1mm开槽/侧切
文章图片
文章图片
加工方案及切削条件:
加工机床:Sodick制MC(MC430L)
加工工具:NSTOOLφ8.0铝用三刃高效立铣刀ALZ345φ8
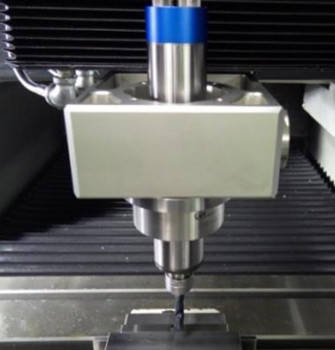
加工主轴:NAKANISHI高速主轴BMS-4040/E4000
转速:40000转/min

文章图片
文章图片
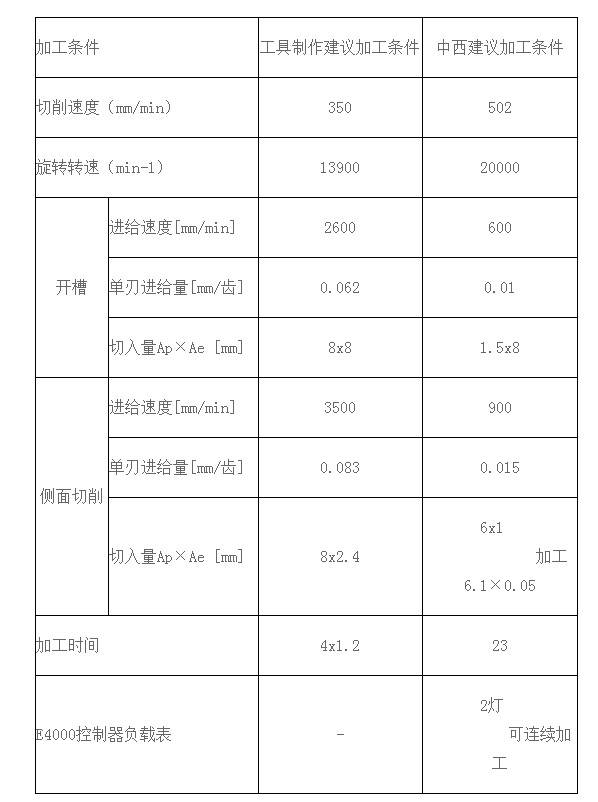
切削条件:
文章图片
文章图片
从上面表格中切割数据可以看出 , 可负载2灯 , 说明切割力度够大 , 加工速度快 , 切削面光滑 , 使用NAKANISHI高速主轴BMS-4040铣削效果佳 。
- 小米米家高速吹风机 H700 今日众筹:铝合金一体机身 + LCD 彩屏
- 百年锡都正青春|云铝润鑫:开启铝合金产品多元化发展之路
- 铝合金外壳冲压加工要注意什么问题?
- 249 元,雷神发布璃月矮轴机械键盘:有线蓝牙双模,铝合金面板
- 用铝合金型材制作机器保护罩的注意事项
- 铝合金门窗首现工业4.0 米兰之窗创立行业标志性事件