调心滚子轴承外圈滚道单边黑皮的改进
轴承滚道黑皮是什么?轴承滚道黑皮指的是轴承常见的一种表面缺陷 , 常见类型有滚道单边黑皮和滚道双边黑皮 。

文章图片
文章图片
【调心滚子轴承外圈滚道单边黑皮的改进】1、轴承滚道单边黑皮理想状态下,车削加工后沟位置偏差为0时沟道磨削留量均匀 , 车削加工时滚道尺寸已考虑了端面磨削加工误差对滚道磨加工产生的影响 。由于调心滚子轴承端面磨削留量有限 , 且两端面磨削加工采用的是双端面磨床同时磨削 , 因此即便磨偏也不会造成滚道边缘黑皮 。实际上滚道单边黑皮的出现是因为在车加工沟道时一边留量大 , 一边留量小 , 在留量小的一边产生了黑皮 , 甚至导致产品报废 。
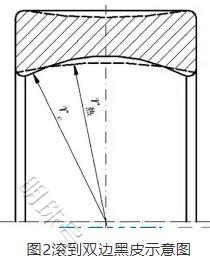
2、轴承滚道双边黑皮长期跟踪、记录多批次的调心滚子轴承外圈加工过程后发现 , 外圈车工件经过热处理后,外径会出现凹心、外滚道也会出现变形 , 滚道和外径热处理前、后轮廓如图2所示 。经过热处理后 , 滚道中部径向尺寸变小 , 滚道端部可能超出成品滚道尺寸;外径则出现凹心、端部外胀 。致使外径中部留量变小、两端胀大,滚道也是两端胀大、中间变小 。
文章图片
文章图片
3、改进措施通过上述分析,提出了改进调心滚子轴承外圈滚道边缘黑皮的具体措施:(1)严格控制车削加工时套圈的宽度尺寸偏差,为滚道的车削加工创造条件;(2)严格控制车削加工时滚道的位置误差;(3)适当减小车削加工时外圈滚道的曲率半径,抑制热处理变形的产生;(4)减小滚道车削加工的磨削留量,以提高磨削加工效率 。可见 , 轴承外圈滚道单边黑皮大部分是由于车削加工时 , 沟位置偏差过大或高度偏差过大造成的 , 而滚道双边黑皮则大部分是由于热处理变形所致 。
- 常见轴承及其应用,WKEA维嘉来告诉你!
- 图看重点项目 | 聊城冠县——冠太公司新型精密轴承和非晶态金属线材项目
- 无锡siaif耐高温石墨自润滑轴承6305/va201
- 无锡siaif耐高温石墨自润滑轴承6305-2z/va208
- 数控轴承压装机的特点是什么?
- 剖分轴承运转不灵活怎么办,快来看看
- 什么是剖分轴承?剖分轴承转动不灵活怎么办?
- 罗茨风机的润滑系统和轴承关系及维护
- 正确安装轴承的5个步骤
- 圆柱滚子轴承内圈和外圈可以互换吗?